Si estos parámetros fallan (temperatura), la durabilidad de su vidrio (la garantía de seguridad que usted vende) se compromete, llevando a fallos costosos como el amarilleamiento o la delaminación.
El proceso clave es la reticulación del EVA, una reacción química que lo convierte en un material termoendurecible que no se derrite con el calor posterior.
El parámetro de 130∘C es el punto crítico para activar esta transformación y garantizar la máxima calidad post-curado.
Temperatura Crítica: ¿Por qué 130∘C?
Si bien el EVA comienza a fundirse y fluir a 110∘C , la temperatura de 130∘C se establece como el estándar de la industria para asegurar la reticulación completa del polímero.
- Reticulación Completa:
Operar a 130∘C durante un tiempo de mantenimiento específico garantiza un alto grado de reticulación (entrecruzamiento).
Esto maximiza las propiedades mecánicas finales (resistencia a la rotura, adhesión, elasticidad) y la resistencia a la humedad, vital para prevenir la delaminación en ambientes exteriores. - Estabilidad Superior:
La reticulación convierte el EVA en un material termoendurecible, lo que significa que el vidrio laminado no perderá su integridad ni se reblandecerá al exponerse al calor ambiental en una fachada o cubierta.
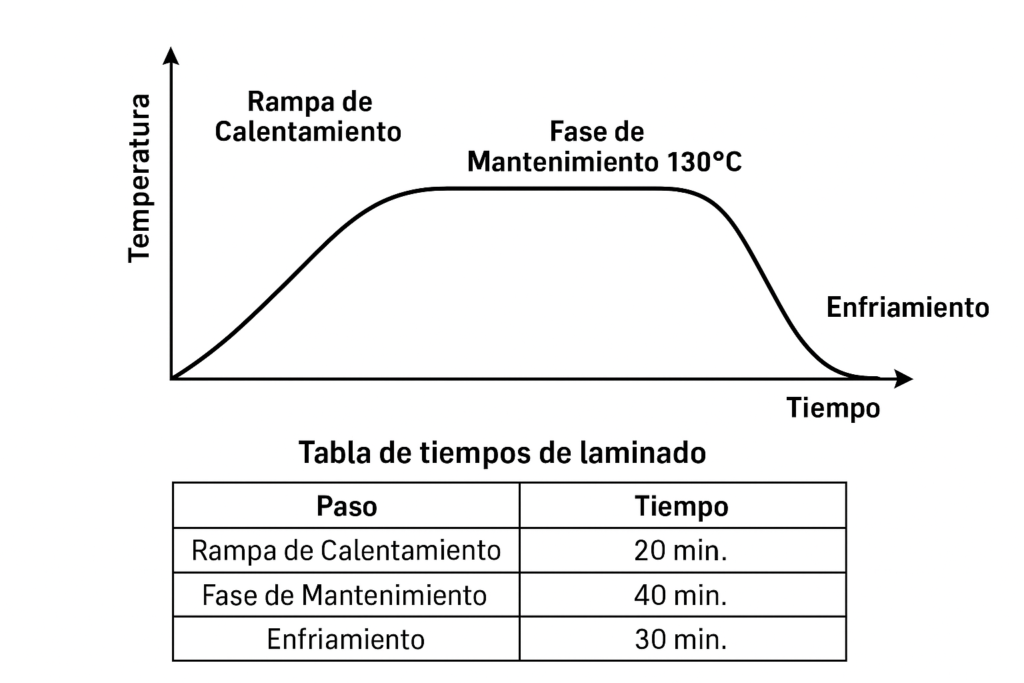
Tiempo de Mantenimiento: La Regla del Espesor temperatura
El tiempo que el laminado debe permanecer a la temperatura crítica de 130∘C depende directamente del espesor del conjunto de vidrio y film.
Un material más grueso requiere más tiempo para que el calor penetre y active el curado homogéneo en la capa de EVA.
| Espesor de EVA Film (mm): | Configuración de Vidrio (Ejemplo): | Tiempo de Mantenimiento a 130∘C (Minutos, Referencia): |
|---|---|---|
| 0.38 | 4 mm+0.38 mm+4 mm | 40 |
| 0.76 | 4 mm+0.76 mm+4 mm | 45 |
| 1.52 | 4 mm+1.52 mm+4 mm | 55 |
Advertencia Crítica:
Un tiempo insuficiente resultará en un curado incompleto,
comprometiendo la seguridad estructural del vidrio laminado y acelerando el fallo por amarilleamiento o delaminación.
Prevención de Defectos: Control de Vacío y Humedad
Incluso con la temperatura y el tiempo correctos, la falla en el control de calidad (QC) puede generar el defecto más común: burbujas.
- Vacío Riguroso:
Es obligatorio asegurar la completa expulsión del aire del laminado.
Se debe mantener un valor de vacío constante (alrededor de −0.095 MPa) durante 2 a 5 minutos antes de la fase de calentamiento/curado. Las fugas o grietas en las bolsas de silicona anulan este paso crítico y provocan burbujas. - Humedad Ambiental:
La humedad es la causa más común de los defectos. Aunque el EVA curado resiste el agua,
la humedad del ambiente de la sala de fusión debe mantenerse estrictamente por debajo del 30%. Laminar con humedad superior al 40% aumenta exponencialmente el riesgo de burbujas y delaminación.
Al adherirse a estos parámetros críticos de InstruGlass, usted no solo está operando con eficiencia, sino que está garantizando la máxima durabilidad y el rendimiento estructural de su vidrio laminado.
El Protocolo de Curado: Asegurando la Seguridad y la Longevidad de su Laminado
El éxito de la laminación con EVA film no se limita al material; depende de un control riguroso de tres variables en el horno: tiempo, temperatura y vacío.