Estos defectos, junto con la intrusión de humedad y la eventual delaminación, comprometen la seguridad y la estética del producto final.
La buena noticia es que la mayoría de estos defectos son prevenibles y están directamente relacionados con la falta de rigor en la preparación y el control ambiental.
InstruGlass le ofrece este protocolo de producción para garantizar que su EVA film cure perfectamente.
Control de Humedad: La Causa Raíz de los Defectos
La humedad es el enemigo número uno de la laminación. Incluso con EVA film, que tiene una alta resistencia al agua después del curado, la humedad presente antes del proceso es catastrófica:
- Humedad de la Sala de Fusión: La humedad del ambiente debe controlarse estrictamente por debajo del 30%. Es mejor no laminar el vidrio si la humedad supera el 40%.
Laminar en condiciones de alta humedad introduce micro-gotas de agua que se convierten en burbujas al calentarse. - Vidrio Totalmente Seco: Asegúrese de que el vidrio esté completamente seco y limpio antes de la laminación. Si utiliza agentes de limpieza (alcohol, acetona),
debe permitir que se evaporen por completo antes de aplicar la película de EVA. La humedad residual atrapada es una causa directa de burbujas.
Preparación Crítica del Material y Equipos
La contaminación y el equipo defectuoso impiden el sellado perfecto:
- Evitar Contaminantes: El vidrio debe estar libre de partículas, suciedad o cualquier residuo durante la manipulación.
Cualquier contaminante (aceite, polvo, restos de EVA anterior) se sella en el laminado, creando defectos o amarilleamiento. - Inspección del Equipo de Vacío: El estado de las bolsas de silicona, almohadillas y anillos de vacío debe ser excelente.
Una grieta o un agujero en estos elementos anula el vacío necesario para expulsar el aire, lo que provoca la aparición de burbujas. - Corte Preciso del EVA: El EVA film y cualquier material decorativo deben cortarse exactamente al mismo tamaño que el vidrio.
Si el EVA se corta incorrectamente, puede haber drenaje incompleto de aire o sellado defectuoso en los bordes, causando burbujas.
El Protocolo de Vacío y Curado en el Horno
La correcta expulsión del aire es la clave para la prevención de burbujas en el sistema sin autoclave:
- Vacío Riguroso: Mantenga el valor de vacío a −0.095 MPa en estado constante durante 2 a 5 minutos antes de iniciar el ciclo de calentamiento/curado. Esto garantiza la máxima extracción de aire.
- El Error del Aire Atrapado: Si queda demasiado aire encerrado en el laminado durante el paso inicial de unión, ninguna cantidad posterior de calor o presión puede corregir el defecto y evitará que se forme un buen laminado.
- Ajuste de Tiempo y Temperatura: Asegúrese de que la temperatura de curado sea de 130∘C con un tiempo de mantenimiento ajustado al espesor del vidrio (ej., 40 min para 0.38 mm de EVA) para garantizar una reticulación completa y estable.
Soluciones para Defectos Inmediatos
Si aparecen burbujas pequeñas, la solución inmediata depende de la gravedad:
- Tratamiento Menor: Para defectos muy localizados, en algunos casos se puede recurrir a la inyección de grasa de dibutilo, aunque esto no es una solución estándar de alta calidad.
- Fallo Grave: Para problemas de burbujas muy graves, el producto debe considerarse un fallo. La solución profesional es desmontar la placa y volver a laminar con una nueva capa de film EVA.
El control de calidad es un compromiso con el protocolo. InstruGlass le proporciona el EVA film de alta calidad; el cumplimiento de estas prácticas de proceso garantiza la ausencia de burbujas y la longevidad del producto.
El Control de Calidad: El Protocolo Anti-Burbujas para la Máxima Durabilidad
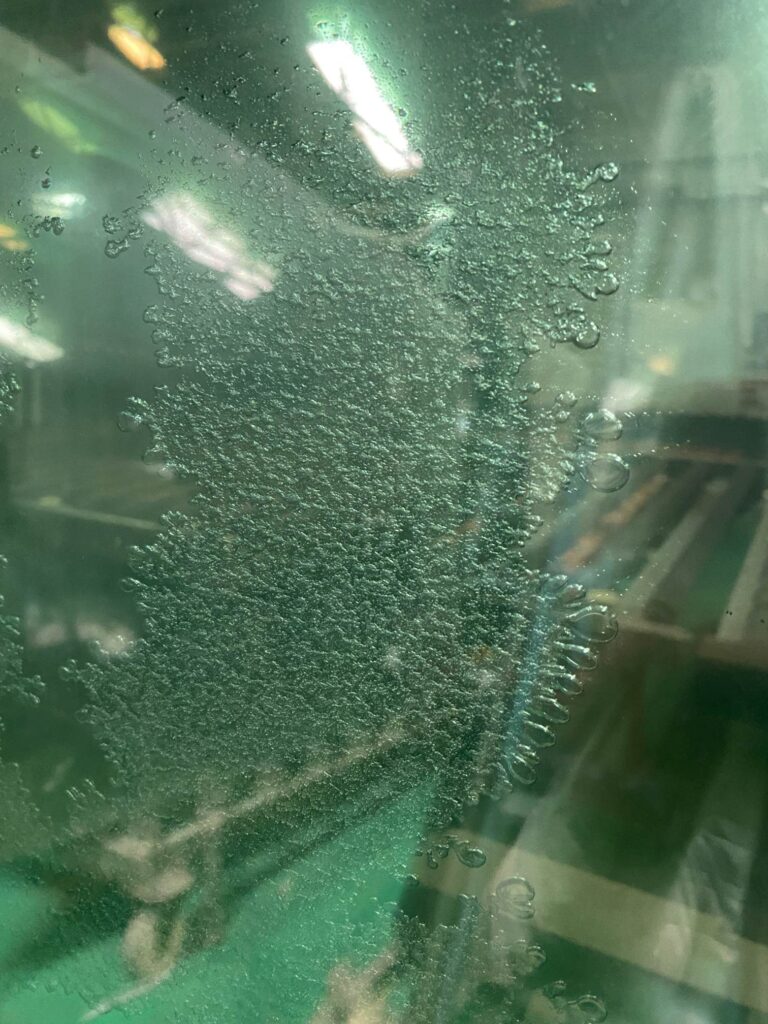
La aparición de burbujas es el problema de calidad más común y frustrante en el proceso de laminación de vidrio, especialmente en el sistema sin autoclave.